Fraunhofer-Gesellschaft
Fraunhofer-Gesellschaft 
Adaptronisches Honwerkzeug

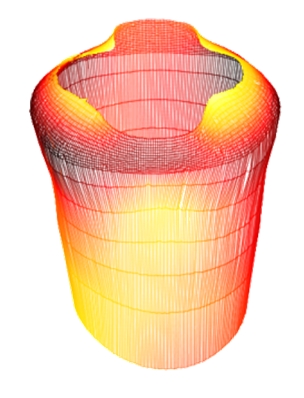
Bei der Herstellung von Verbrennungsmotoren ist es heute möglich, sowohl Kolben als auch Zylinder praktisch ideal rund zu fertigen. Nachteilig wirkt sich aus, dass sowohl durch nachfolgende Montageschritte bei der Motorfertigung als auch im Betrieb des Motors im Fahrzeug Deformationen am Zylinder auftreten, die an der Paarung Kolben-Zylinder zu Leistungsverlusten im motorischen Betrieb und zu erhöhtem Kraftstoffverbrauch führen. Mithilfe eines adaptronischen Werkzeuges soll dieser Nachteil überwunden werden, indem durch eine gesteuert inverse Unrundbearbeitung der Zylinderbohrung, eine Geometrie erzeugt wird, die im fertig montierten Motor und auch unter Betriebsbedingungen der optimalen geometrischen Zylindergestalt sehr nahe kommt.
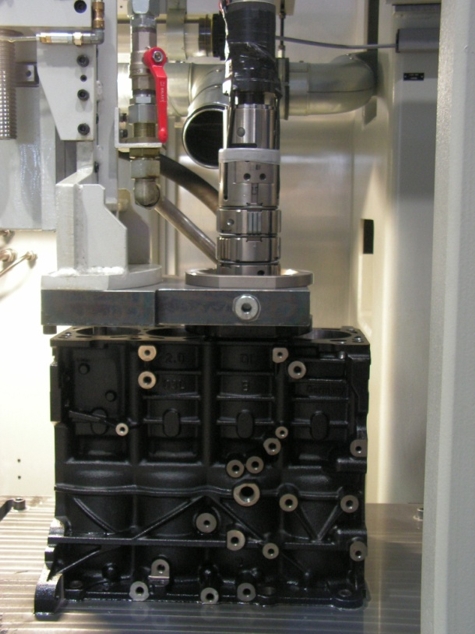
Das adaptronische Werkzeug besteht aus einem Werkzeuggrundkörper und drei radial und axial versetzten schwimmend gelagerten Schneidgruppen, die sich über den Werkzeugdurchmesser aus Stützleiste, Aktorpaket und Honleiste zusammensetzen. Die aktorische Aufweitung des Werkzeuges wird durch drei in Reihen-Parallel-Anordnung betriebenen piezoelektrischen Multilayeraktoren realisiert. Die Überlagerung von aktorischer und konventioneller Aufweitung des Werkzeuges ist möglich. Während der Verarbeitung von Soll- und Ist-Kontur in einem softwaremäßigen Technologiemodul erfolgt die Generierung von Bearbeitungsmatrizen. Diese werden über eine Schnittstelle der Maschinensteuerung übergeben und dort derart verarbeitet, dass daraus Stellwerte für die Piezoaktoren abgeleitet und über entsprechende Spannungsverstärker die Aktorspannungen bereitgestellt werden können. Ein Schleifringsystem an der Gelenkstange gewährleistet die Energieübertragung für die Aktoransteuerung.
Das Werkzeug bildet die Grundlage für die Entwicklung des eigenen Formhonverfahrens für die präventive Honbearbeitung von Zylinderbohrungen.
Durch die veränderte Form der Zylinderbohrung im Betriebszustand sind zu erwarten:
- Reduzierung von Öl- und Kraftstoffverbrauch
- Verringerung der Schadstoffkonzentration im Abgas
- Verlängerung der Motorlebensdauer
- Fertigungskostenreduzierung
- Geräuschreduzierung der Kolbensekundärbewegung